
September 2024 Vol. 79 No. 9
Features
First look: Compact reclaimer introduced to HDD utility market
In response to the growing challenges faced by horizontal directional drilling (HDD) contractors, Vermeer has introduced the R125 reclaimer, a compact mud recycling system designed to support utility-sized drills. This new offering aims to address the increasing operational costs and environmental concerns that have become prevalent in the industry.

The R125 is specifically engineered for HDD rigs in the 24,000 to 40,000 pound class, making it compatible with Vermeer D24x40 S3 HDD through D40x55 S3 HDD models. Operating at 480V and 60 Hz, the system boasts a recycling capacity of 125 gpm at 20 percent solids loading, positioning it as a robust solution for utility-scale projects.
John Cope, a Vermeer applications engineer, explained the rationale behind the R125 reclaimer development. “Operational costs for HDD contractors are increasing due to rising fluid and waste disposal costs as well as environmental conditions such as droughts that limit access to freshwater. In response, contractors are turning to mud recycling systems. The R125 reclaimer is designed for smaller crews on utility jobsites.”
The primary goal of the R125 is to help reduce the volume of freshwater and drilling fluid additives required on projects, subsequently lowering the associated dumping costs. This focus on efficiency and cost reduction is particularly timely given the current economic pressures faced by many contractors in the utility sector.
Compact design, big impact
The compact design of the R125 measures 103 inches long and 85 inches wide, with a 607-gallon water tank, suitable for most utility projects.
Cope noted its expandability: "Paired with the 1,000-galllon tank on the Vermeer MX300 mix system, it offers a 1,600-gallon capacity." This flexibility helps crews adapt to different jobsites, from tight urban areas to open rural spaces.
The compact size eases transportation and optimizes space onsite, crucial for urban utility work where space is limited.
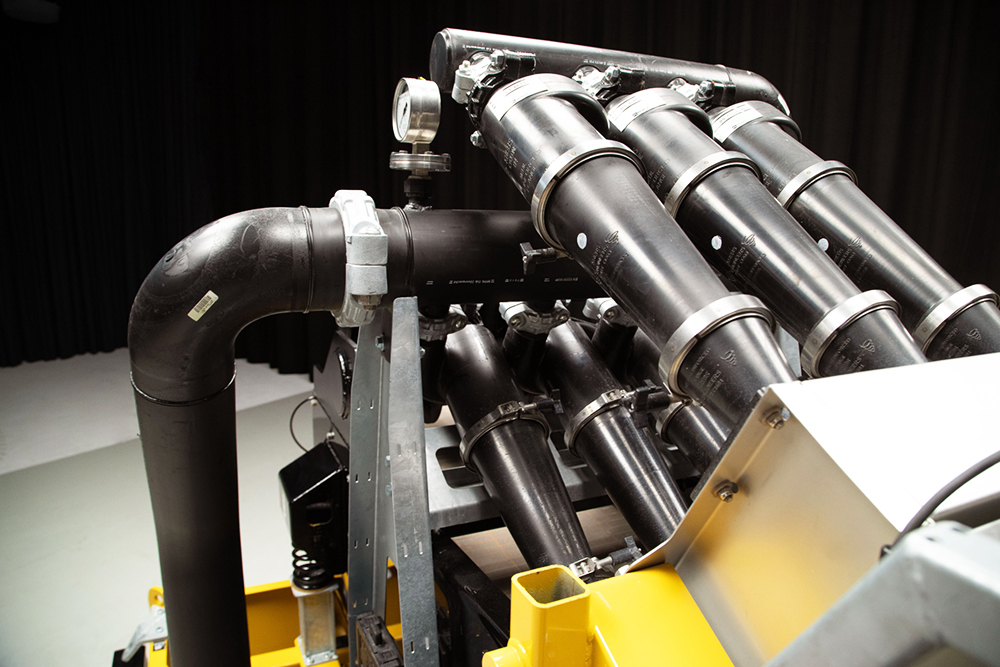
Advanced cleaning, operations
The R125 reclaimer's advanced cleaning system includes a double screen deck and six, 4-inch long-body hydrocyclones, which separate solids from mud for top-notch cleaning. A 15-horsepower pump helps ensure stable performance and consistent fluid quality, even with varying processing volumes. The primary screen deck has easily changeable panels secured by an air-actuated locking system, powered by an onboard air compressor. This allows quick adjustments to changing ground conditions without major delays.
To address the challenges of managing smaller crews on utility jobsites, Vermeer has added automated features to the R125. These include fluid level switches in both the reclaimer and mixing tanks, which help prevent overflow and minimize the need for manual monitoring.
Cope highlighted the automation benefits, noting that these switches prevent overflow and reduce labor by eliminating manual valve control. This allows team members to focus on other drilling tasks instead of constantly monitoring fluid levels.
Durability, longevity
Recognizing the demands of HDD operations, Vermeer designed the R125 for durability. It features high-quality components like long-life pumps, wear-resistant impellers and high-performance hydrocyclones. Polyurethane-coated screens on the lower deck enhance wear resistance, helping extend the system's life.
These choices allow the equipment to withstand daily use in tough conditions, aiming to minimize maintenance costs and maximize its operational lifespan.
The R125 is positioned to address several key concerns currently facing HDD contractors in the utility sector. These include rising operational costs, the need for high equipment uptime, a shortage of skilled labor and the constant pressure to maximize footage drilled per day.
By providing an efficient fluid management solution, the R125 helps contractors tackle these challenges head-on. The system’s automation and ease of use can help mitigate the impact of labor shortages, while its efficient operation can contribute to increased job productivity.
The R125 is also Vermeer Fleet ready, allowing owners to stay connected using Vermeer Telematics. This feature enables real-time monitoring of the equipment's performance and status, potentially allowing for predictive maintenance and improved operational planning.
As the industry continues to face challenges related to fluid disposal and environmental regulations, solutions like the R125 are likely to play an increasingly important role in HDD operations. The reclaimer is now available in North America through the Vermeer dealer network.
FOR MORE INFORMATION:
Vermeer Corporation, (641) 628-3141, vermeer.com

Comments